



正压,负压,正负压一体吸塑成型机有什么区别呢?
正压成型机,通过模具冲头,直接对片材进行施压,使之在模具内成型;
负压成型机,通过空气泵快速抽取片材与模具之间的空气,形成真空负压力使片材在模具内成型;
而正负压一体成型机,抽取真空与正向加压相结合,成型精度更高,能做出更复杂的产品。
正负压一体吸塑机有哪些优势呢?
1.正负压结合,做出来的工件菱角、凹凸面、凹槽面、边角等的立体感会比较强。
2.正负压吸塑机,是通过正压加温气流传递到工件的每一个地方,气流在加压的时候就带了温度,传递得比较到位,工件成型比较均匀到位。
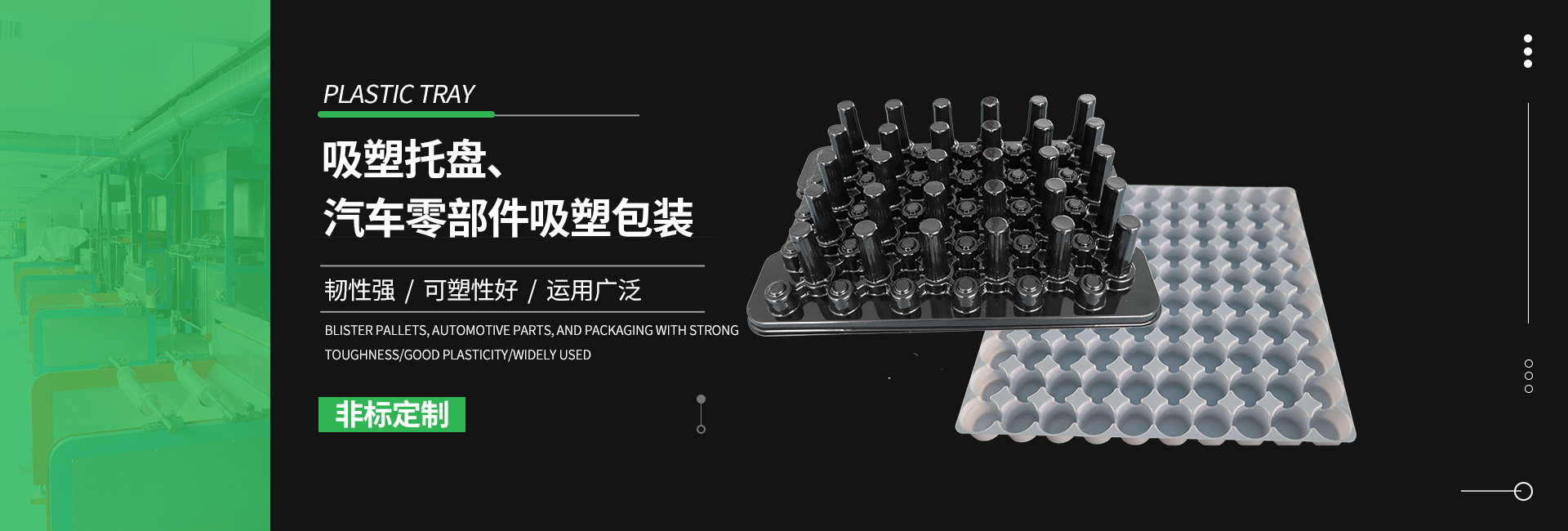
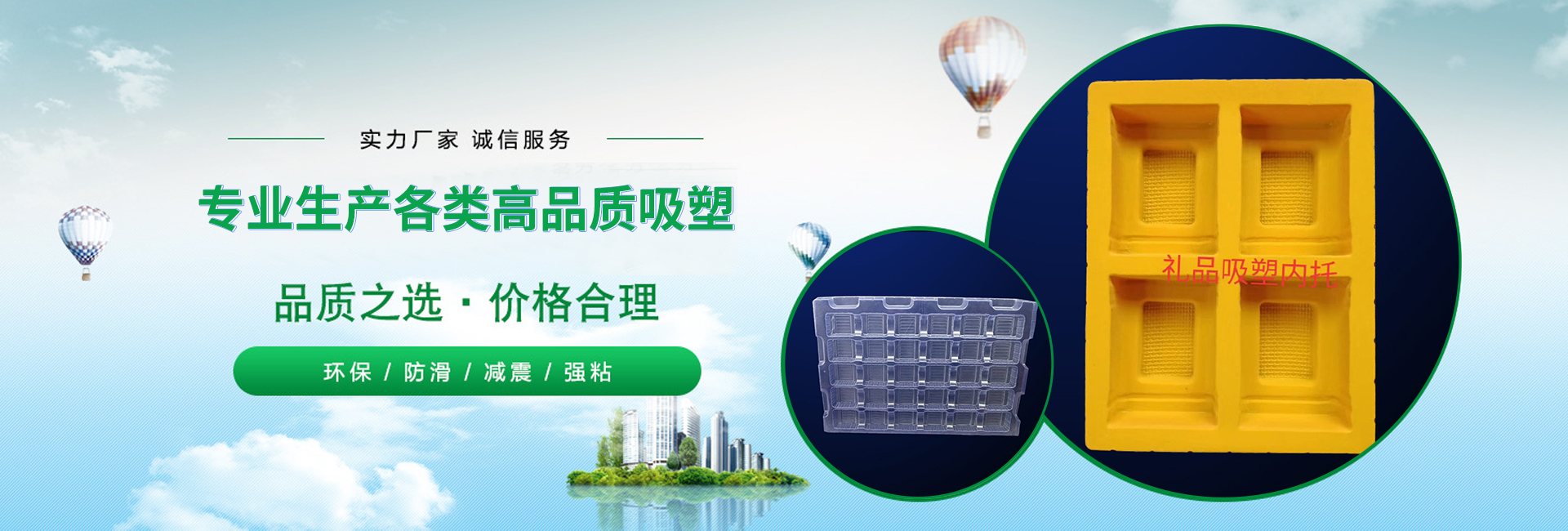
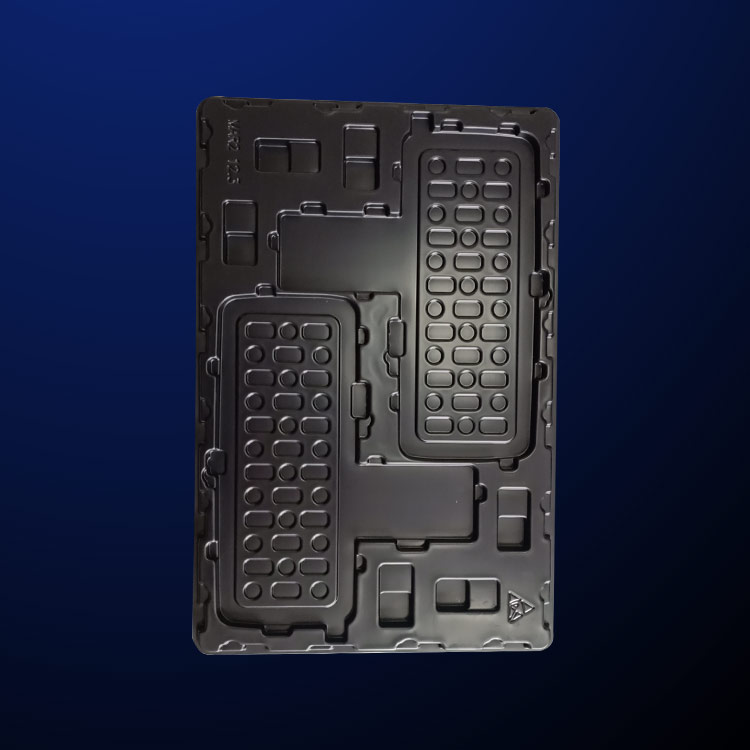
正负压吸塑机一般用于生产:生鲜蔬果盒,鸡蛋托月饼托,育苗穴盘花盆,食品玩具药品的包装托盘,电子托盘产品等。








近年来,随着塑料行业的发展壮大,吸塑机行业也渐渐崭露头角,不过在发展过程中,也遇到很多坎坷,但在压力下,很多企业反变之为动力,在挑战面前,不畏艰难,迎来发展新机遇。
A、普通薄吸塑厚度为0.14~5.0mm―――主要是采用PVC、PP、PS(HIPS)、PET(包括APET和PETG)、PE、BOPS和可回收纸托等各种材质与效果的折边、对折、三折、圆筒、折盒、天地盒、高周波等非热成型吸塑制品,广泛应用于食品、、电子、玩具、电脑、日用品、化妆品和机械五金等行业。
B、特殊厚吸塑厚度为0.14~8.0mm―――主要是采用PVC、PP、PS(HIPS)、PET(包括APET和PETG)、ABS、PE和PMMA等各种材质与效果的注塑类型吸塑制品,主要产品有冰箱内胆、广告灯箱、商品展示架、宠物笼底盘、背投电视后壳和各种机械面板等,可以替代注塑产品,具有模具费用低(只有注塑模具的1/20),生产周期短,模具开发时间短(一般只要3~5天)等特点

吸塑包装前产品上的灰尘及其他脏物必须清除干净,整个包装过程必须注意清洁,以保证包装质量。防爆电器产品和电力传动控制装置须罩上塑料袋后再装入包装箱,外包装采用简易包装的产品,须先用塑料袋包装。 装入箱内的产品必须可靠地固定,不应窜动。
固定方式根据产品的结构选定,以螺栓固定或以木楞(块)垫紧压紧。在采用木楞(块)固定产品时,严禁垫、

压产品的薄弱部位,例如:电控产品带玻璃的门等。
您好,欢迎莅临云顶集团包装,欢迎咨询...





